Выполняем расчеты на прогиб трубы самостоятельно
Содержание:
- Бытовые методы гибки медных трубок
- Пределы радиусов изгиба труб
- Простые способы гибки труб
- Усложненная гибка медных труб
- Пределы радиусов изгиба труб
- Особенности производства, свойства алюминиевых труб
- Трубогибочные станки работающие способом наматывания
- Гибка без трубогиба – резка болгаркой и сваривание
- Несколько полезных советов
- Способы
- Принцип использования трубогиба
- Способы сгибания медной трубы
- Особенности трубогиба
Бытовые методы гибки медных трубок
Данные способы отличает применимость в ограниченном пространстве, то есть обычной квартире. Габаритное оборудование не понадобится, загнуть медную заготовку получится не намного медленнее. Среди способов гибки трубок из меди выделяют:
- Пружинный. Позволяет согнуть металлическую трубу под любым углом. Используется пружина, длина которой равна длине трубы. При сгибании форм большого диаметра она помещается внутрь заготовки так, чтобы упиралась в стенки; меньшего диаметра — надевается снаружи. Если требуется деформировать малый участок изделия, пружину проталкивают к месту предполагаемого изгиба.
ПОСМОТРЕТЬ пружинный трубогиб на AliExpress → Как же выполняется гибка медных труб с помощью пружины? Последовательность действий такова:
- поместить пружину снаружи/внутри трубки;
- прогреть место изгиба (или всю трубу) паяльной лампой или газовой горелкой;
- когда поверхность поменяет цвет на более темный, приступать к загибанию;
- после деформирования оставить заготовку до полного остывания в естественных условиях;
- извлечь пружину.
- Песочный. Здесь вновь потребуется нагревательный элемент и чистый, просеянный, полностью сухой песок. Последовательность такова:
- один из торцов медной трубы забивается деревянной заглушкой (при этом используется деревянный или резиновый молоток!);
- полость трубы заполняется песком, при этом заготовка периодически простукивается деревянной заглушкой об поверхность (стол, пол);
- заполнив изделие полностью, надеть такую же заглушку с другого конца;
- воздействовать паяльной лампой или газовой горелкой на предполагаемое место изгиба трубы, вращая заготовку для равномерности прогрева;
- прижать один конец трубы к опоре, а другой аккуратно загнуть в нужную сторону;
- дать деформированной детали остыть (в естественных условиях или обдать водой).
Способ хорош тем, что при неровном загибе трубы ее допустимо рихтовать — простукивать молоточком место, где деформация пошла плохо. После остывания трубки с нее снимают заглушки, высыпают песок, промывают и используют по назначению.
Пределы радиусов изгиба труб
Руководствуясь госстандартами, трубы должны иметь минимальный радиус изгиба (детальнее: «Какой радиус гиба труб можно получить при помощи разных типов трубогибов»). При осуществлении сгибания при помощи нагрева трубы, заполненной песком, внешнее сечение трубы должно быть как минимум 3,5 DN. При изменении формы трубы на трубогибочной установке без использования нагрева – более 4DN.
При прогреве газовой горелкой или в печи, чтобы складки образовывались наполовину, величина должна равняться 2,5 DN. В случае потребности в получении сильного сгиба, например для систем с согнутыми канализационными отводами, которые изготавливаются способом горячей протяжки или штамповкой – более 1 DN.

Труба может иметь и меньшую величину сгиба. Тем не менее, допускать это можно лишь в том случае, если трубы изготавливались при технологии, когда их стенки утончаются на 15 % от всей толщины.
Все расчеты на прочность трубы при изгибе должны осуществляться с максимальной ответственностью.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева
Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Усложненная гибка медных труб
Случается, что нужно загнуть заготовку нестандартного профиля. Например, не круглого, а квадратного. Здесь неприменим пружинный способ. Остается использовать песок, киянку, заглушки и две опоры. На последние помещается труба, затем нагревается, далее место сгиба простукивается молотком до придания должной формы.
Как поступить, если необходимо согнуть трубку в спираль? Все просто — нужно лишь найти шаблон цилиндрической формы с диаметром, равным требуемому. Заготовка из меди слегка прогревается, затем изгибается. Так будет получена ровная спираль.
ПОСМОТРЕТЬ Ручной трубогиб на AliExpress →
Пределы радиусов изгиба труб
Руководствуясь госстандартами, трубы должны иметь минимальный радиус изгиба (детальнее: «Какой радиус гиба труб можно получить при помощи разных типов трубогибов»). При осуществлении сгибания при помощи нагрева трубы, заполненной песком, внешнее сечение трубы должно быть как минимум 3,5 DN. При изменении формы трубы на трубогибочной установке без использования нагрева – более 4DN.
При прогреве газовой горелкой или в печи, чтобы складки образовывались наполовину, величина должна равняться 2,5 DN. В случае потребности в получении сильного сгиба, например для систем с согнутыми канализационными отводами, которые изготавливаются способом горячей протяжки или штамповкой – более 1 DN.
Труба может иметь и меньшую величину сгиба. Тем не менее, допускать это можно лишь в том случае, если трубы изготавливались при технологии, когда их стенки утончаются на 15 % от всей толщины.
Все расчеты на прочность трубы при изгибе должны осуществляться с максимальной ответственностью.
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
К ним относят:
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
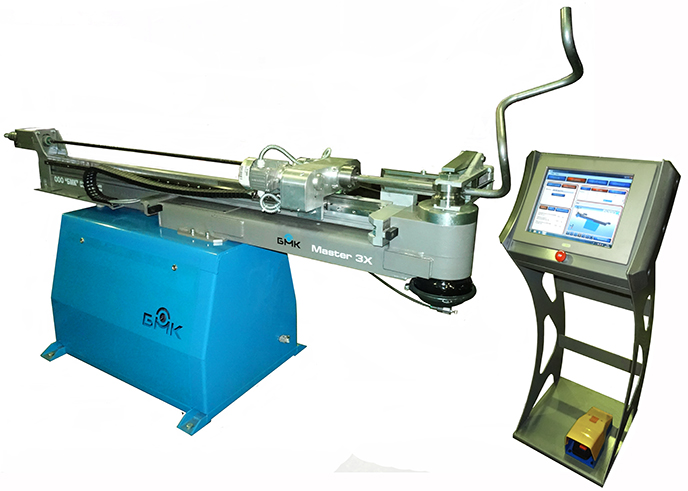 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
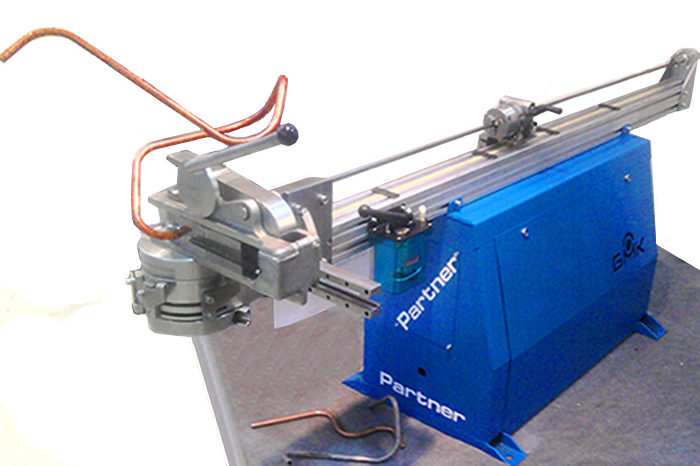
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
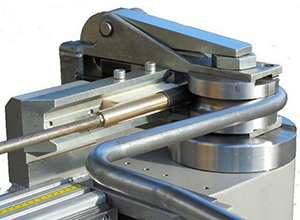
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Гибка без трубогиба – резка болгаркой и сваривание
Чтобы своими руками загнуть изделие без трубогиба, в месте предполагаемого загиба выполняют поперечные распилы. Распиливают только три стороны трубы, а четвертую оставляют нетронутой.
Для определения количества вырезов и размеров следует произвести несложный расчет. Как это сделать, рассмотрим на примере. Итак, нужно выполнить загиб на трубе 30 х 50 мм под углом 180 градусов (полный разворот) радиусом 100 мм по стенке 30 мм.
Расчет:
- Длина полуокружности наружного радиуса определяется из соотношения: L = 2 : 2, где – число Пи = 3,14; r – наружный радиус скругления, равный 150 мм; L – длина полуокружности.
- Таким же образом определяется длина полуокружности внутреннего радиуса сгиба Lвн.
- Разность величин наружного и внутреннего радиусов составит искомую величину суммарной длины прорезей на внутреннем радиусе.
Lвыр = L – Lвн.
- Проведя необходимые вычисления получаем результат 157 мм.
- Исходя из ширины реза болгаркой 5 мм, получаем, что на 315 миллиметрах по плоскости сгиба нужно выполнить 157 : 5 = 31 прорезь.
После этого полученную деталь просто сгибают руками до соприкосновения концов вырезов. Прорези необходимо заварить и зачистить сварные швы болгаркой. Щели, которые остаются после таких манипуляций, заваривают, а места сварки зачищают.
Резка болгаркой и сваривание – это образование угла посредством разреза, при котором одна поверхность трубной заготовки остается нетронутой.
Так, как на металл в данном случае осуществляется тепловое влияние, нужно в конце гнутый профиль обработать антикоррозийной защитой.
Несколько полезных советов
Есть несколько способов получения гнутой медной трубы
Каждый по-своему хорош, но есть моменты, которые учитывать важно всегда вне зависимости от выбранного способа деформирования
- Главное требование к пользователю при работе — аккуратность и внимательность. Резкие движения приведут к избыточной деформации стенок трубы и полному их разрыву.
- Проще всего гнутся детали из отожженной меди, поэтому на их нагрев уходит минимум времени.
- Если изгиб выполнен не там, где нужно, можно вновь подогреть заготовку и выгнуть изделие обратно. Однако никто не гарантирует, что форма трубки будет прежней.
- При перегреве поверхности металл может просто начать плавиться. Это недопустимо. Пользователь должен внимательно следить за процессом от начала до конца.
Ручная гибка крупногабаритных труб из меди невозможна в домашних условиях — тут не обойтись без промышленных трубогибов с гидравлическим приводом. Мелкие же заготовки для монтажа отопительной системы или водоснабжения гнутся легко, причем с минимальными усилиями. Разобраться в том, как согнуть медную трубку в домашних условиях, сможет даже человек без опыта, если будет аккуратен. Вам известны другие способы работы? Поделитесь с читателями своим опытом в обсуждении материала.
Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Особенности трубогиба
Трубогиб – это станок, который позволяет гнуть алюминиевую трубку достаточно быстро и в разнообразных направлениях. Его можно приобрести в магазине или же изготовить своими руками. Но для начала нужно разобраться в принципе его действия и выяснить, какие виды трубогибов существуют сегодня.
Разнообразие профилей, которые способен изгибать трубогиб, ограничивается видом валика, который входит в его конструкцию. Кроме того, данный станок позволяет загибать изделие на определенный, заранее подготовленный угол.
Виды трубогиба:
- Гидравлический (с широким спектром действия). Способен изгибать элементы из любого материала под любым необходимым углом.
- Ручной (более распространенный тип). Подходит для сгибания изделий из пластика и цветных металлов.
- С наличием электрического привода (увеличивает качество определенного радиуса сгиба для труб с разнообразным сечением).
При работе с трубогибом следует соблюдать правила техники безопасности
Значительный минус трубогиба – его высокая стоимость. Особенно это касается модели с электроприводом.






